
![[INFOGRAPHIC] When to Schedule Maintenance Checks for Pneumatic Vibrators](/images/Documents/SM - When to Schedule Mainenance Checks for Pneumatic Vibrators - web.jpg)
![[INFOGRAPHIC] A Beginner's Guide to Vibratory Feeders](/images/Documents/Cleveland Vibrator's Beginner's Guide to Vibratory Feeders and Conveyors copy.JPG)
Your shopping cart is currently empty.
Vibratory Feeders ct-a-air-powered-vibratory-tube-feeder

Need help determining which product is best for your application? Click the Request Quote button to reach out to our sales team
Request Quote
Want to talk directly with our sales team?
Call us at 1 (800) 221-3298
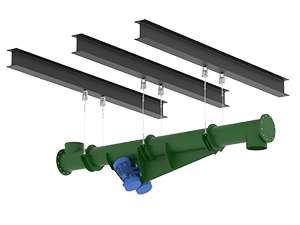
Cleveland Vibrator's Air Powered Vibratory Tube Feeders convey dusty or fragile bulk material loads where product protection from environmental elements is required. The low maintenance design provides an easy-to-clean option that will virtually eliminate process downtime.
Our CT-A model is economical and effective, while meeting demands for feed rates up to 50 tons per hour in hazardous and explosion proof environments. CT-A feeders enable controlled and reliable flow of bulk materials and parts ensuring efficient feeding into production processes. Units are mounted horizontally, requiring no gravitational assistance for product conveying. The continuous duty rated vibratory motors are the only moving parts, ensuring a lower cost of maintenance than other mechanically driven feeders.
Common Applications Include:
- Optimal for applications that have strict sanitary or dust control requirements
- Conveys difficult flowing or friable dry solids materials
- Prevention of product contamination with fully enclosed tube
- Accurate ingredient flow into batches
- Rugged and low maintenance design ensure low cost over long product life
- Improved production rates and product quality
- Faster, more streamlined production lines
- Flexible designs ensures seamless fit into current process operations
- Controls for vibration provide fast and easy force adjustment
- Designs for loads up to 50 tons per hour available
- Quiet operations meet OSHA decibel requirements
- Explosion proof solenoid valves
- Product contact surface material options include stainless steel and water cooled heat exchangers
- Multiple mounting options available
See this product in action on our YouTube Channel or request a quote now.
Additional Resources
Related Content











White Paper: Choosing the Proper Vibratory Feeder for Industrial Applications
Cleveland Vibrator Company announces the release of a new, downloadable white paper entitled, “Selecting the Right Vibratory Feeder for Industrial Applications.” This informative white paper presen...
Vibratory Feeder Safely Conveys Copper into Furnace at Materion
Worldwide leader Materion Corporation produces high performance alloys at the company's facility in Lorain, Ohio. Workers manually feed raw materials such as copper, nickel and tin, and internally ...
Pneumatic Vibrator Installation, Operation and Maintenance
Cleveland Vibrator Company Installation, Operation and Maintenance manual for pneumatic piston, ball and turbine vibrators.
Vibradores Neumaticos Instalacion, Uso, Mantenimiento
Cleveland Vibrator Company manual para vibradores neumaticos
Vibratory Feeders Inquiry Data Sheet
Provide our team with the information we need to keep your material or production moving.
Cleveland Vibrator Vibratory Equipment Products Overview
Click here to view & download Cleveland Vibrator's One-Page Vibratory Equipment Products Offering.
Vibratory Feeder Equipment Catalog
Catalog for Cleveland Vibrator Company Air or Electric powered Vibratory Feeders
CF-A Air Powered Vibratory Feeder
Our CF-A Series of air powered feeders are economical and effective, while meeting demands for feed rates up to 50 tons per hour in hazardous and explosion proof environments.
EMF-T Vibratory Tube Feeder
Electromechanical Vibratory Tube Feeders feature a totally enclosed tube tray that is optimal for conveying dusty material loads or other fragile loads that require sanitary surfaces and protection...
VMSAC - Vibra-Might Air Cushioned Piston Vibrator
Our square-based VMSAC line of pneumatic vibrators features air cushioning of the piston to reduce noise.
Bulk Material Feeding & Conveying
Cleveland Vibrator Company offers a full line of industrial vibrators and equipment for feeding and conveying bulk materials between 100 lbs. and 280 Tons per hour.
CT-A Air Powered Tube Feeder for Metal Powder Conveying Application
Click here to see this model in action on our YouTube Channel.
CT-A Air Powered Tube Feeder for Bulk Material Conveying Application
Click here to see this model in action on our YouTube Channel.